Tool and tool offset
During program creation for the workpiece machining, you do not have to take tool lengths or
cutting radius into consideration. You program the workpiece dimensions directly, e.g.
according to the drawing.
The tool data must be entered separately in a special data area.
In the program, you will merely call the required tool with its offset data. The control system
performs the required path compensations based on this data to create the described
workpiece.
See the following illustration for machining a workpiece with different tool dimensions
 Tool T (turning)
Tool T (turning)
The tool selection takes place when the T word is programmed. Whether this is a tool
change or only a preselection is defined in the machine data:
● A tool change (tool call) takes place directly with the T word (e.g. typical for tool turrets on
turning machines)
or
● The change takes place after the preselection with the T word by an additional instruction
M6.
Note:
If a certain tool was activated, it remains stored as an active tool even beyond the end of
the program and after switching off / switching on the control system.
If you change a tool manually, input the change also in the control system so that the
control system 'knows' the correct tool. For example, you can start a block with the new T
word in MDA mode
Programming example:
Tool change without M6
N10 T1
N20 T3
N30 T2
N40 T6
N50 T7
N60 T5
N70 T10
N80 M30
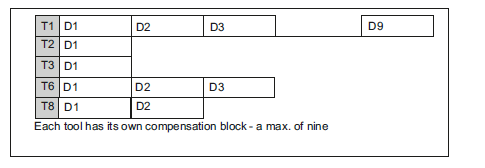
Tool offset number D (turning):
It is possible to assign 1 to 9 data fields with different tool offset blocks (for multiple cutting
edges) to a specific tool. If a special cutting edge is required, then it can be programmed
using D and the appropriate number.
If a D word is not written, D1 is automatically effective.
If D0 is programmed, the offsets for the tool are ineffective.
Programming
D-Tool offset number: 1 ... 10, D0: No offsets active!
A maximum of 64 data fields (D numbers) for tool offset blocks can be stored simultaneously
in the control system
 Tool length compensations become effective immediately when the tool is active; when no D
Tool length compensations become effective immediately when the tool is active; when no D
number was programmed with the values of D1.
The compensation is retracted with the first programmed traversing of the associated length
compensation axis.
A tool radius compensation must also be activated by G41/G42.
Programming example
Tool change:
N10 T1 ; Tool 1 is activated with the associated D1
N20 G0 X100 ; The length offset compensation is overlaid here
N30 Z100
N40 T4 D2 ; Load tool 4, D2 from T4 is active
N50 X50 Z50
N60 G0 Z62
N70 D1 ; D1 for tool 4 active, only cutting edge changed
N80 M30
Contents of a compensation memory
● Geometrical dimensions: Length, radius.
They consist of several components (geometry, wear). The control takes into account the
components to obtain a resulting dimension (e.g. overall length 1, total radius). The
respective overall dimension becomes active when the offset memory is activated.
The way in which these values are computed in the axes is determined by the tool type
and the current plane G17, G18, G19.
● Tool type
The tool type (drill or turning tool) determines which geometry data are required and how
they will be calculated.
● Cutting edge position
For the "turning tool" tool type, you must also enter the cutting edge position.
The following figures provide information on the required tool parameters for the respective
tool type.

See the following illustration for compensations for turning tool with tool radius
compensation

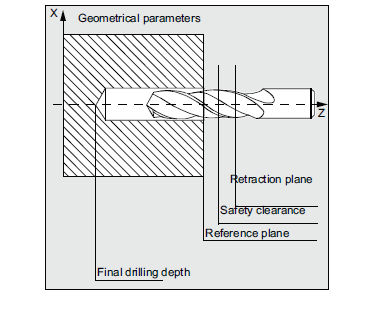
See the following illustration for effect of the compensation for the drill:
 Center hole:
Center hole:
Switch to G17 for application of a center hole. This makes the length compensation take
effect for the drill in the Z axis. After drilling, the normal compensation for turning tools takes
effect again with G18.
Programming example:
N10 T3 D1 ;Drill
N20 G17 G1 F1 Z0 M3 S100 ; Tool length offset effective in Z axis
N30 Z-15
N40 G18 M30
 Selecting the tool radius compensation: G41, G42:
Selecting the tool radius compensation: G41, G42:
A tool with a corresponding D number must be active. The tool radius offset (cutting edge
radius offset) is activated by G41/G42. The controller automatically calculates the required
equidistant tool paths for the programmed contour for the respective current tool radius.
G18 must be active.
See the following illustration for tool radius compensation (cutter radius compensation):

Programming
G41 X... Z... ; Tool radius compensation left of contour
G42 X... Z... ; Tool radius compensation right of contour
Remark: The selection can only be made for linear interpolation (G0, G1).
Program both axes. If you only specify one axis, the second axis is automatically completed
with the last programmed value.
See the following illustration for compensation to the right/left of the contour

Starting the compensation:
The tool approaches the contour on a straight line and positions itself vertically to the path
tangent in the starting point of the contour.
Select the start point so as to ensure collision-free traversing.
See the following illustration for start of the tool radius compensation with the example G42

The tool tip goes around the left of the workpiece when the tool runs clockwise using G41;
The tool tip goes around the right of the workpiece when the tool runs counter-clockwise
using G42.
Note:
As a rule, the block with G41/G42 is followed by the block with the workpiece contour.
However, the contour description may be interrupted by an intervening block that does not
contain information for the contour path, e.g. only M command.
Programming example:
N10 T4 D1 M3 S1000 F0.15
N20 G0 X0 Z0 ; P0 - starting point
N30 G1 G42 X50 Z50 ; Selection right of contour, P1
N40 X0 Z0 G40 G1 ; Starting contour, circle or straight line
N50 M30
Tool radius compensation OFF: G40
The compensation mode (G41/G42) is deselected with G40. G40 is also the switch-on
position at the beginning of the program.
The tool ends the block before G40 in the normal end position (compensation vector vertical
to the tangent in the end point); independently of the start angle.
If G40 is active, the reference point is the tool tip. The tool tip then travels to the programmed
point upon deselection.
Always select the end point of the G40 block such that collision-free traversing is
guaranteed.
Programming
G40 X... Z... ; Tool radius compensation OFF
Remark: The compensation mode can only be deselected with linear interpolation (G0, G1).
Program both axes. If you only specify one axis, the second axis is automatically completed
with the last programmed value.
See the following illustration for ending the tool radius compensation with G40:

Programming example
N10 T4 D1 M3 S1000 F0.1
N20 G0 X50 Z50
N30 G1 G42 X30 Z40
N40 G2 X20 Z20 R15
N50 G1 X10 Z10
N60 G40 G1 X0 Z0 ;Last block on the contour, circle or straight line, P1
N70 M30 ;Switch off tool radius compensation,P2
Example of tool radius compensation (turning):
See the following example of tool radius compensation, cutting edge radius shown
magnified:

Programming example:
N1 ; Contour cut
N2 T1 ; Tool 1 with offset D1
N10 DIAMOF F0.15 S1000 M3 ; Radius dimension, technological values
N15 G54 G0 G90 X100 Z15
N20 X0 Z6
N30 G1 G42 G451 X0 Z0 ; Start compensation mode
N40 G91 X20 CHF=(5* 1.1223 ) ; Insert chamfer, 30 degrees
N50 Z-25
N60 X10 Z-30
N70 Z-8
N80 G3 X20 Z-20 CR=20
N90 G1 Z-20
N95 X5
N100 Z-25
N110 G40 G0 G90 X100 ; Terminate compensation mode
N120 M2
cutting radius into consideration. You program the workpiece dimensions directly, e.g.
according to the drawing.
The tool data must be entered separately in a special data area.
In the program, you will merely call the required tool with its offset data. The control system
performs the required path compensations based on this data to create the described
workpiece.
See the following illustration for machining a workpiece with different tool dimensions

The tool selection takes place when the T word is programmed. Whether this is a tool
change or only a preselection is defined in the machine data:
● A tool change (tool call) takes place directly with the T word (e.g. typical for tool turrets on
turning machines)
or
● The change takes place after the preselection with the T word by an additional instruction
M6.
Note:
If a certain tool was activated, it remains stored as an active tool even beyond the end of
the program and after switching off / switching on the control system.
If you change a tool manually, input the change also in the control system so that the
control system 'knows' the correct tool. For example, you can start a block with the new T
word in MDA mode
Programming example:
Tool change without M6
N10 T1
N20 T3
N30 T2
N40 T6
N50 T7
N60 T5
N70 T10
N80 M30
Tool offset number D (turning):
It is possible to assign 1 to 9 data fields with different tool offset blocks (for multiple cutting
edges) to a specific tool. If a special cutting edge is required, then it can be programmed
using D and the appropriate number.
If a D word is not written, D1 is automatically effective.
If D0 is programmed, the offsets for the tool are ineffective.
Programming
D-Tool offset number: 1 ... 10, D0: No offsets active!
A maximum of 64 data fields (D numbers) for tool offset blocks can be stored simultaneously
in the control system
number was programmed with the values of D1.
The compensation is retracted with the first programmed traversing of the associated length
compensation axis.
A tool radius compensation must also be activated by G41/G42.
Programming example
Tool change:
N10 T1 ; Tool 1 is activated with the associated D1
N20 G0 X100 ; The length offset compensation is overlaid here
N30 Z100
N40 T4 D2 ; Load tool 4, D2 from T4 is active
N50 X50 Z50
N60 G0 Z62
N70 D1 ; D1 for tool 4 active, only cutting edge changed
N80 M30
Contents of a compensation memory
● Geometrical dimensions: Length, radius.
They consist of several components (geometry, wear). The control takes into account the
components to obtain a resulting dimension (e.g. overall length 1, total radius). The
respective overall dimension becomes active when the offset memory is activated.
The way in which these values are computed in the axes is determined by the tool type
and the current plane G17, G18, G19.
● Tool type
The tool type (drill or turning tool) determines which geometry data are required and how
they will be calculated.
● Cutting edge position
For the "turning tool" tool type, you must also enter the cutting edge position.
The following figures provide information on the required tool parameters for the respective
tool type.

See the following illustration for compensations for turning tool with tool radius
compensation

See the following illustration for effect of the compensation for the drill:

Switch to G17 for application of a center hole. This makes the length compensation take
effect for the drill in the Z axis. After drilling, the normal compensation for turning tools takes
effect again with G18.
Programming example:
N10 T3 D1 ;Drill
N20 G17 G1 F1 Z0 M3 S100 ; Tool length offset effective in Z axis
N30 Z-15
N40 G18 M30

A tool with a corresponding D number must be active. The tool radius offset (cutting edge
radius offset) is activated by G41/G42. The controller automatically calculates the required
equidistant tool paths for the programmed contour for the respective current tool radius.
G18 must be active.
See the following illustration for tool radius compensation (cutter radius compensation):

Programming
G41 X... Z... ; Tool radius compensation left of contour
G42 X... Z... ; Tool radius compensation right of contour
Remark: The selection can only be made for linear interpolation (G0, G1).
Program both axes. If you only specify one axis, the second axis is automatically completed
with the last programmed value.
See the following illustration for compensation to the right/left of the contour

Starting the compensation:
The tool approaches the contour on a straight line and positions itself vertically to the path
tangent in the starting point of the contour.
Select the start point so as to ensure collision-free traversing.
See the following illustration for start of the tool radius compensation with the example G42

The tool tip goes around the left of the workpiece when the tool runs clockwise using G41;
The tool tip goes around the right of the workpiece when the tool runs counter-clockwise
using G42.
Note:
As a rule, the block with G41/G42 is followed by the block with the workpiece contour.
However, the contour description may be interrupted by an intervening block that does not
contain information for the contour path, e.g. only M command.
Programming example:
N10 T4 D1 M3 S1000 F0.15
N20 G0 X0 Z0 ; P0 - starting point
N30 G1 G42 X50 Z50 ; Selection right of contour, P1
N40 X0 Z0 G40 G1 ; Starting contour, circle or straight line
N50 M30
Tool radius compensation OFF: G40
The compensation mode (G41/G42) is deselected with G40. G40 is also the switch-on
position at the beginning of the program.
The tool ends the block before G40 in the normal end position (compensation vector vertical
to the tangent in the end point); independently of the start angle.
If G40 is active, the reference point is the tool tip. The tool tip then travels to the programmed
point upon deselection.
Always select the end point of the G40 block such that collision-free traversing is
guaranteed.
Programming
G40 X... Z... ; Tool radius compensation OFF
Remark: The compensation mode can only be deselected with linear interpolation (G0, G1).
Program both axes. If you only specify one axis, the second axis is automatically completed
with the last programmed value.
See the following illustration for ending the tool radius compensation with G40:

Programming example
N10 T4 D1 M3 S1000 F0.1
N20 G0 X50 Z50
N30 G1 G42 X30 Z40
N40 G2 X20 Z20 R15
N50 G1 X10 Z10
N60 G40 G1 X0 Z0 ;Last block on the contour, circle or straight line, P1
N70 M30 ;Switch off tool radius compensation,P2
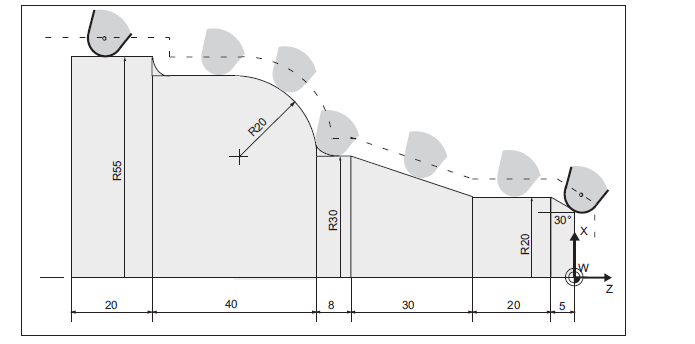
Example of tool radius compensation (turning):
See the following example of tool radius compensation, cutting edge radius shown
magnified:
Programming example:
N1 ; Contour cut
N2 T1 ; Tool 1 with offset D1
N10 DIAMOF F0.15 S1000 M3 ; Radius dimension, technological values
N15 G54 G0 G90 X100 Z15
N20 X0 Z6
N30 G1 G42 G451 X0 Z0 ; Start compensation mode
N40 G91 X20 CHF=(5* 1.1223 ) ; Insert chamfer, 30 degrees
N50 Z-25
N60 X10 Z-30
N70 Z-8
N80 G3 X20 Z-20 CR=20
N90 G1 Z-20
N95 X5
N100 Z-25
N110 G40 G0 G90 X100 ; Terminate compensation mode
N120 M2
Comments
Post a Comment