DRILLING CYCLES
Cycles are generally applicable technology subroutines that you can use to carry out a
specific machining process, such as tapping. These cycles are adapted to individual tasks by
parameter assignment.
Drilling cycles and turning cycles:
Drilling cycles:
CYCLE81: Drilling, centering
CYCLE82: Drilling, counterboring
CYCLE83: Deep-hole drilling
CYCLE84: Rigid tapping
CYCLE840: Tapping with compensating chuck
CYCLE85: Reaming 1
CYCLE86: Boring
CYCLE87: Drilling with stop 1
CYCLE88: Drilling with stop 2
CYCLE89: Reaming 2
Turning cycles:
CYCLE92: Cut-off
CYCLE93: Recess
CYCLE94: Undercut (DIN form E and F)
CYCLE95: Stock removal with relief cutting
CYCLE96: Thread undercut
CYCLE98: Thread chain
CYCLE99: Thread cutting
Programming cycles:
standard cycle is defined as a subroutine with name and parameter list.
Call and return conditions:
The G functions effective prior to the cycle call and the programmable offsets remain active
beyond the cycle.
The machining plane G17 for drilling cycles or G18 for turning cycles is defined before calling
the cycle.
With drilling cycles, the drilling operation is carried out in the axis standing vertically to the
current plane.
Messages output during execution of a cycle:
During various cycles, messages that refer to the state of machining are displayed on the
screen of the control system during program execution.
These message do not interrupt the program execution and continue to be displayed on the
screen until the next message appears.
The message texts and their meaning are listed together with the cycle to which they refer.
Block display during execution of a cycle:
The cycle call is displayed in the current block display for the duration of the cycle.
Cycle call and parameter list:
The defining parameters for the cycles can be transferred via the parameter list when the
cycle is called.
Drilling cycles:
Drilling cycles are motional sequences specified according to DIN 66025 for drilling, boring,
tapping, etc.
They are called in the form of a subroutine with a defined name and a parameter list.
They all follow a different technological procedure and are therefore parameterized
differently.
The drilling cycles can be modally effective, i.e. they are executed at the end of each block
which contains motion commands.
There are two types of parameters:
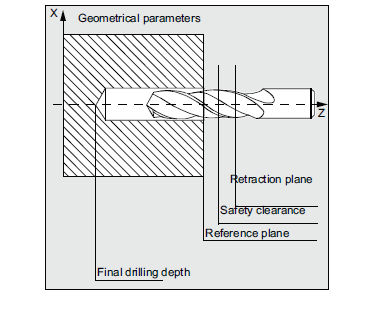
1) Geometrical parameters
2) Machining parameters
The geometrical parameters are identical with all drilling cycles. They define the reference
and retraction planes, the safety clearance and the absolute or relative final drilling depth.
Geometrical parameters are assigned once during the first drilling cycle CYCLE82.
The machining parameters have a different meaning and effect in the individual cycles. They
are therefore programmed in each cycle separately.
See the following illustration for geometrical parameters
 Call and return conditions:
Call and return conditions:
Drilling cycles are programmed independently of the actual axis names. The drilling position
must be approached in the higher-level program before the cycle is called.
The required values for feedrate, spindle speed and direction of spindle rotation must be
programmed in the part program if there are no defining parameters in the drilling cycle.
The G functions and the current data record active before the cycle was called remain active
beyond the cycle.
Plane definition:
In the case of drilling cycles, it is generally assumed that the current workpiece coordinate
system in which the machining operation is to be performed is to be defined by selecting
plane G17 and activating a programmable offset. The drilling axis is always the axis of this
coordinate system which stands vertically to the current plane.
A tool length compensation must be selected before the cycle is called. Its effect is always
perpendicular to the selected plane and remains active even after the end of the cycle.
In turning, the drilling axis is thus the Z axis. Drilling is performed to the end face of the
workpiece.
See the following illustration for drilling axis when turning:

Dwell time programming:
The parameters for dwell times in the drilling cycles are always assigned to the F word and
must therefore be assigned with values in seconds. Any deviations from this procedure must
be expressly stated.
Special features when using drilling cycles on a turning machine:
Simple turning machines without driven tools can apply drilling cycles only for drilling on the
end face (with Z-axis) in the turning center. These drilling cycles must always be called in the
G17 plane.
See the following example for drilling centering _drilling on turning center without tool:

Turning machines with driven tools can also drill off-center on the end face or on the
peripheral surface if the machine setup permits this.
The following must be observed when drilling off-center on the end face:
1) Working plane is G17 - Z is the resulting tool axis.
2) The drilling position can be programmed either with X and the C-axis.
See the following illustration for drilling on end face with a driven tool:

The following must be observed when drilling on the peripheral surface:
1) Working plane is G19 - X is the resulting tool axis.
2) The drilling position can be programmed either with Z and the C-axis.
See the following illustration for drilling on peripheral surface with a driven tool:

Drilling, centering - CYCLE81:
Programming
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
Parameters:

Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling
depth.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
Approach of the reference plane brought forward by the safety clearance by using G0
1) Traversing to the final drilling depth at the feedrate programmed in the calling program
(G1)
2) Retraction to the retraction plane with G0
Explanation of the parameters:
RFP and RTP (reference plane and retraction plane)
Normally, reference plane (RFP) and return plane (RTP) have different values. The cycle
assumes that the retraction plane precedes the reference plane. This means that the
distance from the retraction plane to the final drilling depth is larger than the distance from
the reference plane to the final drilling depth.
SDIS (safety clearance)
The safety clearance (SDIS) acts with reference to the reference plane. This is brought
forward by the safety clearance.
The direction in which the safety clearance is active is automatically determined by the cycle.
DP and DPR (final drilling depth):
The final drilling depth can be specified either absolute (DP) or relative (DPR) to the
reference plane.
With relative specification, the cycle will calculate the resulting depth automatically using the
positions of reference and retraction planes.
See the following illustration for final drilling depth:

Programming example: Drilling_centering:
This program produces three drill holes using the CYCLE81 drilling cycle. The drilling axis is
always the Z axis.
See the following example for drilling centering_drilling on turning center without tool
 N10 G0 G90 F200 S300 M3 ; Specification of technology values
N10 G0 G90 F200 S300 M3 ; Specification of technology values
N20 D1 T3 Z110 ; Approach retraction plane
N21 M6
N30 X40 Y120 ; Approach first drilling position
N40 CYCLE81(110, 100, 2, 35,) ; Cycle call with absolute end drilling depth,
safety clearance and incomplete
parameter list
N50 Y30 ;Approach next drilling position
N60 CYCLE81(110, 102, , 35,) ; Cycle call without safety clearance
N70 G0 G90 F180 S300 M03 ; Specification of technology values
N80 X90 ; Approach next position
N90 CYCLE81(110, 100, 2, , 65,) ; Cycle call with relative end drilling depth,
and safety clearance
N100 M30 ; Program end
Drilling, counterboring - CYCLE82:
Programming:
CYCLE82 (RTP, RFP, SDIS, DP, DPR, DTB)
Parameters:

Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling
depth. A dwell time can be allowed to elapse when the final drilling depth has been reached.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Traversing to the final drilling depth with the feedrate (G1) programmed prior to the cycle
call
3) Dwell time at final drilling depth
4) Retraction to the retraction plane with G0
Explanation of the parameters:
For an explanation of the parameters RTP, RFP, SDIS, DP, and DPR

DTB (dwell time)
The dwell time to the final drilling depth (chip breakage) is programmed under DTB in
seconds.
Programming example1: Boring_counterboring:
The program machines a single hole of a depth of 20 mm at position X0 with cycle
CYCLE82.
The dwell time programmed is 3 s, the safety clearance in the drilling axis Z is 2.4 mm.
N10 G0 G90 G54 F2 S300 M3 ; Specification of technology values
N20 D1 T6 Z50 ; Approach retraction plane
N30 G17 X0 ; Approach drilling position
N40 CYCLE82 (3, 1.1, 2.4, -20, ,3) Cycle call with absolute final drilling depth
and safety clearance
N50 M2 ; End of program
Example2:

Deep-hole drilling - CYCLE83
Programming
CYCLE83 (RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI, AXN,
MDEP, VRT, DTD, DIS1)
Parameters

Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling
depth.
Deep hole drilling is performed with a depth infeed of a maximum definable depth executed
several times, increasing gradually until the final drilling depth is reached.
The drill can either be retracted to the reference plane + safety clearance after every infeed
depth for swarf removal or retracted by 1 mm each time.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the sequence below:
Deep-hole drilling with chip removal (VARI=1):
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Traversing to the first drilling depth with G1, the feedrate for which is derived from the
feedrate defined with the program call which is subject to parameter FRF (feedrate factor)
3) Dwell time at final drilling depth (parameter DTB)
4) Retraction to the reference plane brought forward by the safety clearance for swarf
removal by using G0
5) Dwell time at the starting point (parameter DTS)
6) Approach of the drilling depth last reached, reduced by anticipation distance by using G0
7) Traversing to the next drilling depth with G1 (sequence of motions is continued until the
final drilling depth is reached)
8) Retraction to the retraction plane with G0
 Example: Deep-hole drilling:
Example: Deep-hole drilling:
This program executes the cycle CYCLE83 at the position X0. The first drill hole is drilled
with a dwell time zero and machining type chip breaking. The final drilling depth and the first
drilling depth are entered as absolute values. The drilling axis is the Z axis.
N10 G0 G54 G90 F5 S500 M4 ;Specification of technology values
N20 D1 T6 Z50 ; Approach retraction plane
N30 G17 X0 ; Approach drilling position
N40 CYCLE83(3.3, 0, 0, -80, 0, -10, 0, 0, 0,0, 1, 0);Call of cycle, depth parameters with absolute values
N50 M2 ; End of program
Rigid tapping - CYCLE84:
Programming
CYCLE84 (RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT, PIT, POSS, SST, SST1, AXN, 0,
0, VARI, DAM, VRT)
Parameters:

Function
The tool drills at the programmed spindle speed and feedrate to the entered final thread
depth.
CYCLE84 can be used to make tapped holes without compensating chuck. For tapping with
compensating chuck, a separate cycle CYCLE840 is provided.
Sequence
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Oriented spindle stop (value in the parameter POSS) and switching the spindle to axis
mode
3)Tapping to final drilling depth and speed SST
4) Dwell time at thread depth (parameter DTB)
5) Retraction to the reference plane brought forward by the safety clearance, speed SST1
and direction reversal
6) Retraction to the retraction plane with G0; spindle mode is reinitiated by reprogramming
the spindle speed active before the cycle was called and the direction of rotation
programmed under SDAC
Explanation of the parameters:
For the parameters RTP, RFP, SDIS, DP, DPR, refer to Section "Drilling, centering -
CYCLE81

DTB (dwell time):
The dwell time must be programmed in seconds. When tapping blind holes, it is
recommended that you omit the dwell time.
SDAC (direction of rotation after end of cycle)
Under SDAC, the direction of rotation after end of cycle is programmed.
For tapping, the direction is changed automatically by the cycle.
MPIT and PIT (thread lead as a thread size and as a value)
The value for the thread lead can be defined either as the thread size (for metric threads
between M3 and M48 only) or as a value (distance from one thread turn to the next as a
numerical value). Any parameters not required are omitted in the call or assigned the value
zero.
RH or LH threads are defined by the sign of the lead parameters:
1) Positive value → right (same as M3)
2) Negative value → left (same as M4)
If the two lead parameters have conflicting values, alarm 61001 "Thread lead wrong" is
generated by the cycle and cycle execution is aborted.
POSS (spindle position)
Before tapping, the spindle is stopped with orientation in the cycle by using the command
SPOS and switched to position control.
The spindle position for this spindle stop is programmed under POSS.
SST (speed)
Parameter SST contains the spindle speed for the tapping block with G331
SST1 (retraction speed):
The speed for retraction from the tapped hole is programmed under SST1.
If this parameter is assigned the value zero, retraction is carried out at the speed
programmed under SST.
AXN (tool axis):
By programming the drilling axis via AXN, it is possible to omit the switchover from plane
G18 to G17 when the deep-hole drilling cycle is used on turning machines.
The identifiers have the following meanings:
 Programming example1: Rigid tapping:
Programming example1: Rigid tapping:
A thread is tapped without compensating chuck at position X30 Y35 in the XY plane; the
tapping axis is the Z axis. No dwell time is programmed; the depth is programmed as a
relative value. The parameters for the direction of rotation and for the lead must be assigned
values. A metric thread M5 is tapped.

N10 G0 G90 T11 D1 ; Specification of technology
values
N20 G17 X30 Y35 Z40 ; Approach drilling position
N30 CYCLE84(40, 36, 2, , 30, , 3, 5, , 90, 200,
500, 3, 0, 0,0, ,0.00000)Cycle call; parameter PIT hasbeen omitted; no value is enteredfor the absolute depth or the
dwell time; spindle stop at 90
degrees; speed for tapping is
200, speed for retraction is 500
N40 M02 ; End of program
Example2:

Reaming1 - CYCLE85
Programming
CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF)
Parameters

Function:
The tool drills at the programmed spindle speed and feedrate velocity to the entered final
drilling depth.
The inward and outward movement is performed at the feedrate assigned to FFR and RFF
respectively.
This cycle can be used for reaming of bore holes.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
See the following illustration for sequence of operations:

The cycle creates the following sequence of motions:
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Traversing to the final drilling depth with G1 and at the feedrate programmed under the
parameter FFR
3) Dwell time at final drilling depth
4) Retraction to the reference plane brought forward by the safety clearance with G1 and
the retraction feedrate defined under the parameter RFF
5) Retraction to the retraction plane with G0

DTB (dwell time):
The dwell time to the final drilling depth is programmed under DTB in seconds.
FFR (feedrate):
The feedrate value programmed under FFR is active in drilling.
RFF (retraction feedrate):
The feedrate value programmed under RFF is active when retracting from the hole to the
reference plane + safety clearance.
Programming example: First boring pass
CYCLE85 is called at Z70 X0. The drilling axis is the Z axis. The value for the final drilling
depth in the cycle call is programmed as a relative value; no dwell time is programmed. The
workpiece upper edge is at Z0.
N10 G90 G0 S300 M3
N20 T3 G17 G54 Z70 X0 ; Approach drilling position
N30 CYCLE85(10, 2, 2, , 25, , 300, 450) ; Cycle call, no dwell timeprogrammed
N40 M2 ; End of program
specific machining process, such as tapping. These cycles are adapted to individual tasks by
parameter assignment.
Drilling cycles and turning cycles:
Drilling cycles:
CYCLE81: Drilling, centering
CYCLE82: Drilling, counterboring
CYCLE83: Deep-hole drilling
CYCLE84: Rigid tapping
CYCLE840: Tapping with compensating chuck
CYCLE85: Reaming 1
CYCLE86: Boring
CYCLE87: Drilling with stop 1
CYCLE88: Drilling with stop 2
CYCLE89: Reaming 2
Turning cycles:
CYCLE92: Cut-off
CYCLE93: Recess
CYCLE94: Undercut (DIN form E and F)
CYCLE95: Stock removal with relief cutting
CYCLE96: Thread undercut
CYCLE98: Thread chain
CYCLE99: Thread cutting
Programming cycles:
standard cycle is defined as a subroutine with name and parameter list.
Call and return conditions:
The G functions effective prior to the cycle call and the programmable offsets remain active
beyond the cycle.
The machining plane G17 for drilling cycles or G18 for turning cycles is defined before calling
the cycle.
With drilling cycles, the drilling operation is carried out in the axis standing vertically to the
current plane.
Messages output during execution of a cycle:
During various cycles, messages that refer to the state of machining are displayed on the
screen of the control system during program execution.
These message do not interrupt the program execution and continue to be displayed on the
screen until the next message appears.
The message texts and their meaning are listed together with the cycle to which they refer.
Block display during execution of a cycle:
The cycle call is displayed in the current block display for the duration of the cycle.
Cycle call and parameter list:
The defining parameters for the cycles can be transferred via the parameter list when the
cycle is called.
Drilling cycles:
Drilling cycles are motional sequences specified according to DIN 66025 for drilling, boring,
tapping, etc.
They are called in the form of a subroutine with a defined name and a parameter list.
They all follow a different technological procedure and are therefore parameterized
differently.
The drilling cycles can be modally effective, i.e. they are executed at the end of each block
which contains motion commands.
There are two types of parameters:
1) Geometrical parameters
2) Machining parameters
The geometrical parameters are identical with all drilling cycles. They define the reference
and retraction planes, the safety clearance and the absolute or relative final drilling depth.
Geometrical parameters are assigned once during the first drilling cycle CYCLE82.
The machining parameters have a different meaning and effect in the individual cycles. They
are therefore programmed in each cycle separately.
See the following illustration for geometrical parameters

Drilling cycles are programmed independently of the actual axis names. The drilling position
must be approached in the higher-level program before the cycle is called.
The required values for feedrate, spindle speed and direction of spindle rotation must be
programmed in the part program if there are no defining parameters in the drilling cycle.
The G functions and the current data record active before the cycle was called remain active
beyond the cycle.
Plane definition:
In the case of drilling cycles, it is generally assumed that the current workpiece coordinate
system in which the machining operation is to be performed is to be defined by selecting
plane G17 and activating a programmable offset. The drilling axis is always the axis of this
coordinate system which stands vertically to the current plane.
A tool length compensation must be selected before the cycle is called. Its effect is always
perpendicular to the selected plane and remains active even after the end of the cycle.
In turning, the drilling axis is thus the Z axis. Drilling is performed to the end face of the
workpiece.
See the following illustration for drilling axis when turning:

Dwell time programming:
The parameters for dwell times in the drilling cycles are always assigned to the F word and
must therefore be assigned with values in seconds. Any deviations from this procedure must
be expressly stated.
Special features when using drilling cycles on a turning machine:
Simple turning machines without driven tools can apply drilling cycles only for drilling on the
end face (with Z-axis) in the turning center. These drilling cycles must always be called in the
G17 plane.
See the following example for drilling centering _drilling on turning center without tool:

Turning machines with driven tools can also drill off-center on the end face or on the
peripheral surface if the machine setup permits this.
The following must be observed when drilling off-center on the end face:
1) Working plane is G17 - Z is the resulting tool axis.
2) The drilling position can be programmed either with X and the C-axis.
See the following illustration for drilling on end face with a driven tool:

The following must be observed when drilling on the peripheral surface:
1) Working plane is G19 - X is the resulting tool axis.
2) The drilling position can be programmed either with Z and the C-axis.
See the following illustration for drilling on peripheral surface with a driven tool:

Drilling, centering - CYCLE81:
Programming
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
Parameters:

Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling
depth.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
Approach of the reference plane brought forward by the safety clearance by using G0
1) Traversing to the final drilling depth at the feedrate programmed in the calling program
(G1)
2) Retraction to the retraction plane with G0
Explanation of the parameters:
RFP and RTP (reference plane and retraction plane)
Normally, reference plane (RFP) and return plane (RTP) have different values. The cycle
assumes that the retraction plane precedes the reference plane. This means that the
distance from the retraction plane to the final drilling depth is larger than the distance from
the reference plane to the final drilling depth.
SDIS (safety clearance)
The safety clearance (SDIS) acts with reference to the reference plane. This is brought
forward by the safety clearance.
The direction in which the safety clearance is active is automatically determined by the cycle.
DP and DPR (final drilling depth):
The final drilling depth can be specified either absolute (DP) or relative (DPR) to the
reference plane.
With relative specification, the cycle will calculate the resulting depth automatically using the
positions of reference and retraction planes.
See the following illustration for final drilling depth:

Programming example: Drilling_centering:
This program produces three drill holes using the CYCLE81 drilling cycle. The drilling axis is
always the Z axis.
See the following example for drilling centering_drilling on turning center without tool

N20 D1 T3 Z110 ; Approach retraction plane
N21 M6
N30 X40 Y120 ; Approach first drilling position
N40 CYCLE81(110, 100, 2, 35,) ; Cycle call with absolute end drilling depth,
safety clearance and incomplete
parameter list
N50 Y30 ;Approach next drilling position
N60 CYCLE81(110, 102, , 35,) ; Cycle call without safety clearance
N70 G0 G90 F180 S300 M03 ; Specification of technology values
N80 X90 ; Approach next position
N90 CYCLE81(110, 100, 2, , 65,) ; Cycle call with relative end drilling depth,
and safety clearance
N100 M30 ; Program end
Drilling, counterboring - CYCLE82:
Programming:
CYCLE82 (RTP, RFP, SDIS, DP, DPR, DTB)
Parameters:

Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling
depth. A dwell time can be allowed to elapse when the final drilling depth has been reached.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Traversing to the final drilling depth with the feedrate (G1) programmed prior to the cycle
call
3) Dwell time at final drilling depth
4) Retraction to the retraction plane with G0
Explanation of the parameters:
For an explanation of the parameters RTP, RFP, SDIS, DP, and DPR

DTB (dwell time)
The dwell time to the final drilling depth (chip breakage) is programmed under DTB in
seconds.
Programming example1: Boring_counterboring:
The program machines a single hole of a depth of 20 mm at position X0 with cycle
CYCLE82.
The dwell time programmed is 3 s, the safety clearance in the drilling axis Z is 2.4 mm.
N10 G0 G90 G54 F2 S300 M3 ; Specification of technology values
N20 D1 T6 Z50 ; Approach retraction plane
N30 G17 X0 ; Approach drilling position
N40 CYCLE82 (3, 1.1, 2.4, -20, ,3) Cycle call with absolute final drilling depth
and safety clearance
N50 M2 ; End of program
Example2:

Deep-hole drilling - CYCLE83
Programming
CYCLE83 (RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI, AXN,
MDEP, VRT, DTD, DIS1)
Parameters

Function:
The tool drills at the programmed spindle speed and feedrate to the entered final drilling
depth.
Deep hole drilling is performed with a depth infeed of a maximum definable depth executed
several times, increasing gradually until the final drilling depth is reached.
The drill can either be retracted to the reference plane + safety clearance after every infeed
depth for swarf removal or retracted by 1 mm each time.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the sequence below:
Deep-hole drilling with chip removal (VARI=1):
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Traversing to the first drilling depth with G1, the feedrate for which is derived from the
feedrate defined with the program call which is subject to parameter FRF (feedrate factor)
3) Dwell time at final drilling depth (parameter DTB)
4) Retraction to the reference plane brought forward by the safety clearance for swarf
removal by using G0
5) Dwell time at the starting point (parameter DTS)
6) Approach of the drilling depth last reached, reduced by anticipation distance by using G0
7) Traversing to the next drilling depth with G1 (sequence of motions is continued until the
final drilling depth is reached)
8) Retraction to the retraction plane with G0

This program executes the cycle CYCLE83 at the position X0. The first drill hole is drilled
with a dwell time zero and machining type chip breaking. The final drilling depth and the first
drilling depth are entered as absolute values. The drilling axis is the Z axis.
N10 G0 G54 G90 F5 S500 M4 ;Specification of technology values
N20 D1 T6 Z50 ; Approach retraction plane
N30 G17 X0 ; Approach drilling position
N40 CYCLE83(3.3, 0, 0, -80, 0, -10, 0, 0, 0,0, 1, 0);Call of cycle, depth parameters with absolute values
N50 M2 ; End of program
Rigid tapping - CYCLE84:
Programming
CYCLE84 (RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT, PIT, POSS, SST, SST1, AXN, 0,
0, VARI, DAM, VRT)
Parameters:

Function
The tool drills at the programmed spindle speed and feedrate to the entered final thread
depth.
CYCLE84 can be used to make tapped holes without compensating chuck. For tapping with
compensating chuck, a separate cycle CYCLE840 is provided.
Sequence
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
The cycle creates the following sequence of motions:
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Oriented spindle stop (value in the parameter POSS) and switching the spindle to axis
mode
3)Tapping to final drilling depth and speed SST
4) Dwell time at thread depth (parameter DTB)
5) Retraction to the reference plane brought forward by the safety clearance, speed SST1
and direction reversal
6) Retraction to the retraction plane with G0; spindle mode is reinitiated by reprogramming
the spindle speed active before the cycle was called and the direction of rotation
programmed under SDAC
Explanation of the parameters:
For the parameters RTP, RFP, SDIS, DP, DPR, refer to Section "Drilling, centering -
CYCLE81

DTB (dwell time):
The dwell time must be programmed in seconds. When tapping blind holes, it is
recommended that you omit the dwell time.
SDAC (direction of rotation after end of cycle)
Under SDAC, the direction of rotation after end of cycle is programmed.
For tapping, the direction is changed automatically by the cycle.
MPIT and PIT (thread lead as a thread size and as a value)
The value for the thread lead can be defined either as the thread size (for metric threads
between M3 and M48 only) or as a value (distance from one thread turn to the next as a
numerical value). Any parameters not required are omitted in the call or assigned the value
zero.
RH or LH threads are defined by the sign of the lead parameters:
1) Positive value → right (same as M3)
2) Negative value → left (same as M4)
If the two lead parameters have conflicting values, alarm 61001 "Thread lead wrong" is
generated by the cycle and cycle execution is aborted.
POSS (spindle position)
Before tapping, the spindle is stopped with orientation in the cycle by using the command
SPOS and switched to position control.
The spindle position for this spindle stop is programmed under POSS.
SST (speed)
Parameter SST contains the spindle speed for the tapping block with G331
SST1 (retraction speed):
The speed for retraction from the tapped hole is programmed under SST1.
If this parameter is assigned the value zero, retraction is carried out at the speed
programmed under SST.
AXN (tool axis):
By programming the drilling axis via AXN, it is possible to omit the switchover from plane
G18 to G17 when the deep-hole drilling cycle is used on turning machines.
The identifiers have the following meanings:

A thread is tapped without compensating chuck at position X30 Y35 in the XY plane; the
tapping axis is the Z axis. No dwell time is programmed; the depth is programmed as a
relative value. The parameters for the direction of rotation and for the lead must be assigned
values. A metric thread M5 is tapped.

N10 G0 G90 T11 D1 ; Specification of technology
values
N20 G17 X30 Y35 Z40 ; Approach drilling position
N30 CYCLE84(40, 36, 2, , 30, , 3, 5, , 90, 200,
500, 3, 0, 0,0, ,0.00000)Cycle call; parameter PIT hasbeen omitted; no value is enteredfor the absolute depth or the
dwell time; spindle stop at 90
degrees; speed for tapping is
200, speed for retraction is 500
N40 M02 ; End of program
Example2:

Reaming1 - CYCLE85
Programming
CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF)
Parameters

Function:
The tool drills at the programmed spindle speed and feedrate velocity to the entered final
drilling depth.
The inward and outward movement is performed at the feedrate assigned to FFR and RFF
respectively.
This cycle can be used for reaming of bore holes.
Sequence:
Position reached prior to cycle start:
The drilling position is the position in the two axes of the selected plane.
See the following illustration for sequence of operations:

The cycle creates the following sequence of motions:
1) Approach of the reference plane brought forward by the safety clearance by using G0
2) Traversing to the final drilling depth with G1 and at the feedrate programmed under the
parameter FFR
3) Dwell time at final drilling depth
4) Retraction to the reference plane brought forward by the safety clearance with G1 and
the retraction feedrate defined under the parameter RFF
5) Retraction to the retraction plane with G0

DTB (dwell time):
The dwell time to the final drilling depth is programmed under DTB in seconds.
FFR (feedrate):
The feedrate value programmed under FFR is active in drilling.
RFF (retraction feedrate):
The feedrate value programmed under RFF is active when retracting from the hole to the
reference plane + safety clearance.
Programming example: First boring pass
CYCLE85 is called at Z70 X0. The drilling axis is the Z axis. The value for the final drilling
depth in the cycle call is programmed as a relative value; no dwell time is programmed. The
workpiece upper edge is at Z0.
N10 G90 G0 S300 M3
N20 T3 G17 G54 Z70 X0 ; Approach drilling position
N30 CYCLE85(10, 2, 2, , 25, , 300, 450) ; Cycle call, no dwell timeprogrammed
N40 M2 ; End of program

Comments
Post a Comment