TURNING CYCLES
Call and return conditions:
The G functions effective prior to the cycle call remain active beyond the cycle.
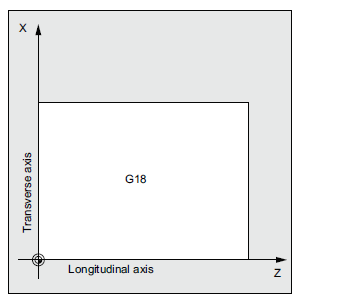
Plane definition:
The machining plane must be defined prior to the cycle call. With turning, it is usually the
G18 (ZX plane). The two axes of the current plane in turning are hereinafter referred to as
the longitudinal axis (first axis of this plane) and transverse axis (second axis of this plane).
In the turning cycles, with diameter programming active, the second axis is taken into
account as the transverse axis in all cases (see Programming Manual).
See the following illustration for G18
Contour monitoring relative to the clearance angle of the tool:
Certain turning cycles in which traversing motions with relief cutting are generated monitor
the clearance angle of the active tool for a possible contour violation. This angle is entered in
the tool compensation as a value (in the D offset under the parameter DP24). A value
between 1 and 90 degrees (0=no monitoring) without sign must be specified for the angle.
Longitudinal contour monitoring:

When entering the tool clearance angle, note that this depends on the machining type
'longitudinal' or 'face'. If you want to use one tool for longitudinal and face machining, two
tool compensations must be used in the case of different tool clearance angles.
The cycle will check whether or not the programmed contour can be machined using the
selected tool.
If the machining is not possible using this tool, the cycle will abort and an error message is
output (in stock removal); or alternatively, the contour is continued to be machined and a
message is output (with undercut cycles). In this case, the contour is determined by the
cutting edge geometry.
If the tool clearance angle is specified with zero in the tool compensation, this monitoring will
not be performed. For details on the reactions, please refer to the individual cycles.
Planar contour monitoring:
 Cutoff - CYCLE92:
Cutoff - CYCLE92:
Programming
CYCLE92 (SPD, SPL, DIAG1, DIAG2, RC, SDIS, SV1, SV2, SDAC, FF1, FF2, SS2, 0,
VARI, 1, 0, AMODE)
Parameters:

Function:
CYCLE92 is used to cut off balanced parts (for example, screws, bolts, or pipes)
dynamically.
You can program a chamfer or rounding on the edge of the machined part. You can machine
at a constant cutting rate V or speed S up to a depth DIAG1, from which point the workpiece
is machined at a constant speed. As of depth DIAG2, you can also program a reduced
feedrate FF2 or a reduced speed SS2, in order to adapt the velocity to the smaller diameter.
Use parameter DIAG2 to enter the final depth that you wish to reach with the cut-off. With
pipes, for example, you do not need to cut-off until you reach the center; cutting off slightly
more than the wall thickness of the pipe is sufficient.
Sequence:
1. The tool first moves to the starting point calculated internally in the cycle at rapid traverse.
2. The chamfer or radius is machined at the machining feedrate.
3. Cut-off down to depth DIAG1 is performed at the machining feedrate.
4. Cut-off is continued down to depth DIAG2 at reduced feedrate FF2 and reduced spindle
speed SS2.
5. The tool moves back to the safety distance at rapid traverse.
Programming example:
N10 G0 G90 Z30 X100 T5 D1 S1000 M3 ;Starting point before thebeginning of the cycle
N20 G95 F0.2 ; Specification of technologyvalues
N30 CYCLE92(60, -30, 40, -2, 2, 1, 800,200,3,1,1,300, 0, 0, 1, 0, 11000); Cycle call
N40 G0 G90 X100 Z30 ; Next position
N50 M02 ; End of program

Groove - CYCLE93
Programming
CYCLE93 (SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RCI1, RCI2, FAL1,
FAL2, IDEP, DTB, VARI, _VRT)
Parameters

Function
The grooving cycle can be used to carry out symmetrical and asymmetrical grooves for
longitudinal and face machining at any straight contour elements. External and internal
grooves can be produced.
Sequence:
The infeed in the depth (towards the groove base) and in the width (from groove to groove)
are calculated in the cycle internally and distributed equally with the maximum possible
value.
When grooving at oblique faces, the tool will traverse from one groove to the next on the
shortest path, that is, parallel to the cone at which the groove is machined. During this
process, a safety clearance to the contour is calculated internally in the cycle.
1. Step
Paraxial roughing down to the base of the groove in single infeed steps.
After each infeed, the tool is retracted for chip breaking.
 2. Step
2. Step
The groove is machined vertically to the infeed direction in one or several steps whereby
each step, in turn, is divided according to the infeed depth. From the second cut along the
groove width onwards, the tool will retract by 1 mm before each retraction.

3. Step
Machining of the flanks in one step if angles are programmed under ANG1 or ANG2. Infeed
along the groove width is carried out in several steps if the flank width is larger.

4. Step
Stock removal of the finishing allowance parallel to the contour from the edge to the groove
center. During this operation, the tool radius compensation is selected and deselected by the
cycle automatically.
 Explanation of parameters:
Explanation of parameters:
SPD and SPL (starting point)
These coordinates can be used to define the starting point of a groove starting from which
the form is calculated in the cycle. The cycle determines its own starting point. For an
external groove, movement begins in the direction of the longitudinal axis, for an internal
groove in the direction of the facing axis.
Grooves at bent contour elements can be realized differently. Depending on the form and
radius of the bend, either a paraxial straight line can be laid over the maximum of the bend
or a tangential oblique line can be created in a point of the edge points of the groove.
Radii and chamfers at the groove edge make sense with bent contours only if the
appropriate edge point is on the straight line specified for the cycle.
See the following illustration for the parameters for CYCLE93:

WIDG and DIAG (groove width and groove depth)
The parameters groove width (WIDG) and groove depth (DIAG) are used to define the form
of the groove. In its calculation, the cycle always assumes the point programmed under SPD
and SPL.
If the groove width is larger than that of the active tool, the width is removed in several steps.
When doing so, the whole width is distributed by the cycle equally. The maximum infeed is
95% of the tool width after deduction of the cutting edge radii. This provides a cutting
overlap.
If the programmed groove width is smaller than the real tool width, the error message 61602
"Tool width defined incorrectly" and machining is aborted. The alarm will also appear if a
cutting edge width equal to zero is detected in the cycle.
 G90G95G18 ; Absolute dimensioning in the Z/X plane , revolutional feedrate
G90G95G18 ; Absolute dimensioning in the Z/X plane , revolutional feedrate
T8 ; Tool call
M01 ; Optional stop
M3S1000 ; Spindle speed
M08 ; Coolant ON
G0X50Z10 ; Starting point before the beginning of the cycle
G1F0.1 ; Specification of technology values
CYCLE93 (30.00000, -24.00000, 7.00000, 5.00000, , , ,1.00000, 1.00000, , , 0.20000,
0.20000, 1.50000, 0.20000, 5, 1.00000) ; Cycle call
G0X50
Z100 ; Retraction safety position
M9 ; Coolant OFF
STA1 (angle)
Use the STA1 parameter to program the angle of the oblique line at which the groove is to
be machined. The angle can assume values between 0 and 180 degrees and always refers
to the longitudinal axis.
RCO1, RCO2 and RCI1, RCI2 (radius/chamfer)
The form of the groove can be modified by entering radii/chamfers at the margin or at the
base. It is imperative to enter the radii with positive sign, and the chamfers with negative
sign.
How the programmed chamfers are taken into account is specified in dependence of the
tens digit of the VARI parameter.
● With VARI<10 (tens=0) Chamfers with CHF=...
● With VARI>10 chamfers programmed with CHR
FAL1 and FAL2 (finishing allowance)
It is possible to program separate finishing allowances for groove base and flanks. During
roughing, stock removal is carried out up to these finishing allowances. The same tool is
then used to machine a contour-parallel cut along the final contour

IDEP (infeed depth)
You can divide the paraxial grooving into several depth infeeds by programming an infeed
depth. After each infeed, the tool is retracted by 1 mm for chip breaking.
The IDEP parameter must be programmed in all cases.
DTB (dwell time)
The dwell time at the groove base should be selected such that at least one spindle
revolution is carried out. It is programmed in seconds.
VARI (machining type)
The machining type of the groove is defined with the units digit of the VARI parameter. It can
assume the values indicated in the illustration.
The tens digit of parameter VARI determines how the chamfers are taken into account.
VARI 1...8: Chamfers are calculated as CHF
VARI 11...18: Chamfers are calculated as CHR
 If the parameter has a different value, the cycle will abort with alarm 61002 "Machining type
If the parameter has a different value, the cycle will abort with alarm 61002 "Machining type
defined incorrectly".
The cycle carries out a contour monitoring such that a reasonable groove contour results.
This is not the case if the radii/chamfers come into contact or intersect at the groove base or
if you try to carry out a face grooving operation at a contour segment located parallel to the
longitudinal axis. In such cases, the cycle will abort with alarm 61603 "Groove form defined
incorrectly".
_VRT (variable retraction path)
The retraction path can be programmed in the _VRT parameter on the basis of the outside or
inside diameter of the groove.
For VRT=0 (parameter not programmed), the tool is retracted by 1 mm. The retraction path
is always measured according to the programmed system of units, inch or metric.
The same retraction path is also used for chip breaking after each depth infeed into the
groove.
Programming example 1: Plunge-cutting
This program is used to produce a groove externally at an oblique line in the longitudinal
direction.
The starting point is on the right-hand side at X35 Z60.
The cycle will use the tool compensations D1 and D2 of tool T5. The cutting tool must be
defined accordingly.
See the following illustration for the example for plunge-cutting
 N10 G0 G90 Z65 X50 T5 D1 S400 M3 ;Starting point before thebeginning of the cycle
N10 G0 G90 Z65 X50 T5 D1 S400 M3 ;Starting point before thebeginning of the cycle
N20 G95 F0.2 ; Specification of technologyvalues
N30 CYCLE93(35, 60, 30, 25, 5, 10, 20, 0, 0, -2,-2, 1, 1, 10, 1, 5,0.2); Cycle callRetraction distance of 0.2 mm
programmed
N40 G0 G90 X50 Z65 ;Next position
N50 M02 ; End of program
 Undercut (forms E and F to DIN) - CYCLE94
Undercut (forms E and F to DIN) - CYCLE94
Programming
CYCLE94 (SPD, SPL, FORM, VARI)
Parameters

Function
This cycle can be used to perform undercuts to DIN509 of forms E and F with standard
requirements at a finished diameter of >3 mm.
See the following illustration for undercut Form F and Form E:

Sequence
Position reached prior to cycle start:
The starting position can be any position from which the undercut can be approached
without collision.
The cycle creates the following sequence of motions:
● Approach of the starting point determined in the cycle by using G0
● Selection of the cutter radius compensation according to the active tool point direction
and traveling along the undercut contour at the feedrate programmed prior to the cycle
call
● Retraction to the starting point with G0 and deselection of the cutter radius compensation
with G40
Explanation of the parameters
SPD and SPL (starting point)
Use the parameter SPD to specify the finished part diameter for the undercut. The SPL
parameter defines the finished dimension in the longitudinal axis.
If a final diameter of <3 mm results for the value programmed for SPD, the cycle is canceled,
and alarm 61601 "Finished part diameter too small" is issued.
 FORM (definition)
FORM (definition)
Form E and form F are fixed in DIN509 and must be defined using this parameter.
If the parameter has a value other than E or F, the cycle aborts and creates alarm 61609
"Form defined incorrectly".
See the following illustration for Form E and Form F:

VARI (undercut position)
The position of the undercut can be either specified directly or derived from the tool point
direction with the _VARI parameter.
VARI=0: According to tool point direction
The tool point direction is determined by the cycle automatically from the active tool
compensation. The cycle can operate with the tool point directions 1 ... 4.
If the cycle detects any of the tool point directions 5 ... 9, the alarm 61608 "Wrong tool point
direction programmed" and the cycle is aborted


● The actual cutting edge position is not checked, i.e., all positions can be used if
technologically suitable.
The clearance angle of the active tool is monitored in the cycle if an appropriate value is
specified in the appropriate parameter of the tool compensation. If it turns out that the form of
the undercut cannot be machined using the selected tool since its tool clearance angle is too
small, the message "Changed form of undercut" is displayed on the control system. The
machining, however, is continued.
The cycle determines its starting point automatically. This is by 2 mm away from the end
diameter and by 10 mm away from the finishing dimension in the longitudinal axis. The
position of this starting point referred to the programmed coordinate values is determined by
the tool point direction of the active tool.
Programming example:
Undercut form E
This program can be used to program an undercut of form E.
 N10 T1 D1 S300 M3 G95 F0.3 ; Specification of technologyvalues
N10 T1 D1 S300 M3 G95 F0.3 ; Specification of technologyvalues
N20 G0 G90 Z100 X50 ; Selection of starting position
N30 CYCLE94(20, 60, "E",) ; Cycle call
N40 G90 G0 Z100 X50 ; Approach next position
N50 M02 ; End of program
The G functions effective prior to the cycle call remain active beyond the cycle.
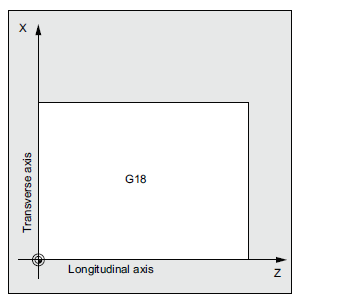
Plane definition:
The machining plane must be defined prior to the cycle call. With turning, it is usually the
G18 (ZX plane). The two axes of the current plane in turning are hereinafter referred to as
the longitudinal axis (first axis of this plane) and transverse axis (second axis of this plane).
In the turning cycles, with diameter programming active, the second axis is taken into
account as the transverse axis in all cases (see Programming Manual).
See the following illustration for G18
Contour monitoring relative to the clearance angle of the tool:
Certain turning cycles in which traversing motions with relief cutting are generated monitor
the clearance angle of the active tool for a possible contour violation. This angle is entered in
the tool compensation as a value (in the D offset under the parameter DP24). A value
between 1 and 90 degrees (0=no monitoring) without sign must be specified for the angle.
Longitudinal contour monitoring:

When entering the tool clearance angle, note that this depends on the machining type
'longitudinal' or 'face'. If you want to use one tool for longitudinal and face machining, two
tool compensations must be used in the case of different tool clearance angles.
The cycle will check whether or not the programmed contour can be machined using the
selected tool.
If the machining is not possible using this tool, the cycle will abort and an error message is
output (in stock removal); or alternatively, the contour is continued to be machined and a
message is output (with undercut cycles). In this case, the contour is determined by the
cutting edge geometry.
If the tool clearance angle is specified with zero in the tool compensation, this monitoring will
not be performed. For details on the reactions, please refer to the individual cycles.
Planar contour monitoring:

Programming
CYCLE92 (SPD, SPL, DIAG1, DIAG2, RC, SDIS, SV1, SV2, SDAC, FF1, FF2, SS2, 0,
VARI, 1, 0, AMODE)
Parameters:

Function:
CYCLE92 is used to cut off balanced parts (for example, screws, bolts, or pipes)
dynamically.
You can program a chamfer or rounding on the edge of the machined part. You can machine
at a constant cutting rate V or speed S up to a depth DIAG1, from which point the workpiece
is machined at a constant speed. As of depth DIAG2, you can also program a reduced
feedrate FF2 or a reduced speed SS2, in order to adapt the velocity to the smaller diameter.
Use parameter DIAG2 to enter the final depth that you wish to reach with the cut-off. With
pipes, for example, you do not need to cut-off until you reach the center; cutting off slightly
more than the wall thickness of the pipe is sufficient.
Sequence:
1. The tool first moves to the starting point calculated internally in the cycle at rapid traverse.
2. The chamfer or radius is machined at the machining feedrate.
3. Cut-off down to depth DIAG1 is performed at the machining feedrate.
4. Cut-off is continued down to depth DIAG2 at reduced feedrate FF2 and reduced spindle
speed SS2.
5. The tool moves back to the safety distance at rapid traverse.
Programming example:
N10 G0 G90 Z30 X100 T5 D1 S1000 M3 ;Starting point before thebeginning of the cycle
N20 G95 F0.2 ; Specification of technologyvalues
N30 CYCLE92(60, -30, 40, -2, 2, 1, 800,200,3,1,1,300, 0, 0, 1, 0, 11000); Cycle call
N40 G0 G90 X100 Z30 ; Next position
N50 M02 ; End of program

Groove - CYCLE93
Programming
CYCLE93 (SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RCI1, RCI2, FAL1,
FAL2, IDEP, DTB, VARI, _VRT)
Parameters

Function
The grooving cycle can be used to carry out symmetrical and asymmetrical grooves for
longitudinal and face machining at any straight contour elements. External and internal
grooves can be produced.
Sequence:
The infeed in the depth (towards the groove base) and in the width (from groove to groove)
are calculated in the cycle internally and distributed equally with the maximum possible
value.
When grooving at oblique faces, the tool will traverse from one groove to the next on the
shortest path, that is, parallel to the cone at which the groove is machined. During this
process, a safety clearance to the contour is calculated internally in the cycle.
1. Step
Paraxial roughing down to the base of the groove in single infeed steps.
After each infeed, the tool is retracted for chip breaking.

The groove is machined vertically to the infeed direction in one or several steps whereby
each step, in turn, is divided according to the infeed depth. From the second cut along the
groove width onwards, the tool will retract by 1 mm before each retraction.

3. Step
Machining of the flanks in one step if angles are programmed under ANG1 or ANG2. Infeed
along the groove width is carried out in several steps if the flank width is larger.

4. Step
Stock removal of the finishing allowance parallel to the contour from the edge to the groove
center. During this operation, the tool radius compensation is selected and deselected by the
cycle automatically.

SPD and SPL (starting point)
These coordinates can be used to define the starting point of a groove starting from which
the form is calculated in the cycle. The cycle determines its own starting point. For an
external groove, movement begins in the direction of the longitudinal axis, for an internal
groove in the direction of the facing axis.
Grooves at bent contour elements can be realized differently. Depending on the form and
radius of the bend, either a paraxial straight line can be laid over the maximum of the bend
or a tangential oblique line can be created in a point of the edge points of the groove.
Radii and chamfers at the groove edge make sense with bent contours only if the
appropriate edge point is on the straight line specified for the cycle.
See the following illustration for the parameters for CYCLE93:

WIDG and DIAG (groove width and groove depth)
The parameters groove width (WIDG) and groove depth (DIAG) are used to define the form
of the groove. In its calculation, the cycle always assumes the point programmed under SPD
and SPL.
If the groove width is larger than that of the active tool, the width is removed in several steps.
When doing so, the whole width is distributed by the cycle equally. The maximum infeed is
95% of the tool width after deduction of the cutting edge radii. This provides a cutting
overlap.
If the programmed groove width is smaller than the real tool width, the error message 61602
"Tool width defined incorrectly" and machining is aborted. The alarm will also appear if a
cutting edge width equal to zero is detected in the cycle.

T8 ; Tool call
M01 ; Optional stop
M3S1000 ; Spindle speed
M08 ; Coolant ON
G0X50Z10 ; Starting point before the beginning of the cycle
G1F0.1 ; Specification of technology values
CYCLE93 (30.00000, -24.00000, 7.00000, 5.00000, , , ,1.00000, 1.00000, , , 0.20000,
0.20000, 1.50000, 0.20000, 5, 1.00000) ; Cycle call
G0X50
Z100 ; Retraction safety position
M9 ; Coolant OFF
STA1 (angle)
Use the STA1 parameter to program the angle of the oblique line at which the groove is to
be machined. The angle can assume values between 0 and 180 degrees and always refers
to the longitudinal axis.
RCO1, RCO2 and RCI1, RCI2 (radius/chamfer)
The form of the groove can be modified by entering radii/chamfers at the margin or at the
base. It is imperative to enter the radii with positive sign, and the chamfers with negative
sign.
How the programmed chamfers are taken into account is specified in dependence of the
tens digit of the VARI parameter.
● With VARI<10 (tens=0) Chamfers with CHF=...
● With VARI>10 chamfers programmed with CHR
FAL1 and FAL2 (finishing allowance)
It is possible to program separate finishing allowances for groove base and flanks. During
roughing, stock removal is carried out up to these finishing allowances. The same tool is
then used to machine a contour-parallel cut along the final contour

IDEP (infeed depth)
You can divide the paraxial grooving into several depth infeeds by programming an infeed
depth. After each infeed, the tool is retracted by 1 mm for chip breaking.
The IDEP parameter must be programmed in all cases.
DTB (dwell time)
The dwell time at the groove base should be selected such that at least one spindle
revolution is carried out. It is programmed in seconds.
VARI (machining type)
The machining type of the groove is defined with the units digit of the VARI parameter. It can
assume the values indicated in the illustration.
The tens digit of parameter VARI determines how the chamfers are taken into account.
VARI 1...8: Chamfers are calculated as CHF
VARI 11...18: Chamfers are calculated as CHR

defined incorrectly".
The cycle carries out a contour monitoring such that a reasonable groove contour results.
This is not the case if the radii/chamfers come into contact or intersect at the groove base or
if you try to carry out a face grooving operation at a contour segment located parallel to the
longitudinal axis. In such cases, the cycle will abort with alarm 61603 "Groove form defined
incorrectly".
_VRT (variable retraction path)
The retraction path can be programmed in the _VRT parameter on the basis of the outside or
inside diameter of the groove.
For VRT=0 (parameter not programmed), the tool is retracted by 1 mm. The retraction path
is always measured according to the programmed system of units, inch or metric.
The same retraction path is also used for chip breaking after each depth infeed into the
groove.
Programming example 1: Plunge-cutting
This program is used to produce a groove externally at an oblique line in the longitudinal
direction.
The starting point is on the right-hand side at X35 Z60.
The cycle will use the tool compensations D1 and D2 of tool T5. The cutting tool must be
defined accordingly.
See the following illustration for the example for plunge-cutting

N20 G95 F0.2 ; Specification of technologyvalues
N30 CYCLE93(35, 60, 30, 25, 5, 10, 20, 0, 0, -2,-2, 1, 1, 10, 1, 5,0.2); Cycle callRetraction distance of 0.2 mm
programmed
N40 G0 G90 X50 Z65 ;Next position
N50 M02 ; End of program

Programming
CYCLE94 (SPD, SPL, FORM, VARI)
Parameters

Function
This cycle can be used to perform undercuts to DIN509 of forms E and F with standard
requirements at a finished diameter of >3 mm.
See the following illustration for undercut Form F and Form E:

Sequence
Position reached prior to cycle start:
The starting position can be any position from which the undercut can be approached
without collision.
The cycle creates the following sequence of motions:
● Approach of the starting point determined in the cycle by using G0
● Selection of the cutter radius compensation according to the active tool point direction
and traveling along the undercut contour at the feedrate programmed prior to the cycle
call
● Retraction to the starting point with G0 and deselection of the cutter radius compensation
with G40
Explanation of the parameters
SPD and SPL (starting point)
Use the parameter SPD to specify the finished part diameter for the undercut. The SPL
parameter defines the finished dimension in the longitudinal axis.
If a final diameter of <3 mm results for the value programmed for SPD, the cycle is canceled,
and alarm 61601 "Finished part diameter too small" is issued.

Form E and form F are fixed in DIN509 and must be defined using this parameter.
If the parameter has a value other than E or F, the cycle aborts and creates alarm 61609
"Form defined incorrectly".
See the following illustration for Form E and Form F:

VARI (undercut position)
The position of the undercut can be either specified directly or derived from the tool point
direction with the _VARI parameter.
VARI=0: According to tool point direction
The tool point direction is determined by the cycle automatically from the active tool
compensation. The cycle can operate with the tool point directions 1 ... 4.
If the cycle detects any of the tool point directions 5 ... 9, the alarm 61608 "Wrong tool point
direction programmed" and the cycle is aborted


● The actual cutting edge position is not checked, i.e., all positions can be used if
technologically suitable.
The clearance angle of the active tool is monitored in the cycle if an appropriate value is
specified in the appropriate parameter of the tool compensation. If it turns out that the form of
the undercut cannot be machined using the selected tool since its tool clearance angle is too
small, the message "Changed form of undercut" is displayed on the control system. The
machining, however, is continued.
The cycle determines its starting point automatically. This is by 2 mm away from the end
diameter and by 10 mm away from the finishing dimension in the longitudinal axis. The
position of this starting point referred to the programmed coordinate values is determined by
the tool point direction of the active tool.
Programming example:
Undercut form E
This program can be used to program an undercut of form E.

N20 G0 G90 Z100 X50 ; Selection of starting position
N30 CYCLE94(20, 60, "E",) ; Cycle call
N40 G90 G0 Z100 X50 ; Approach next position
N50 M02 ; End of program

Comments
Post a Comment